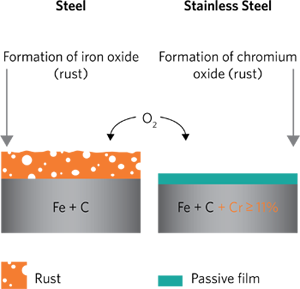
پسیو کردن یا غیر فعال کردن سطح یک گام مهم در به حداکثر رساندن مقاومت در برابر خوردگی اساسی قطعات ساخته شده با استنلس استیل است.
پسیو کردن یه روش اصلاح سطح است که به منظور به حداکثر رساندن مقاومت سطح در برابر خوردگی گفته می شود. در این روش چیزی یا پوششی به سطح اضافه نمی شود.
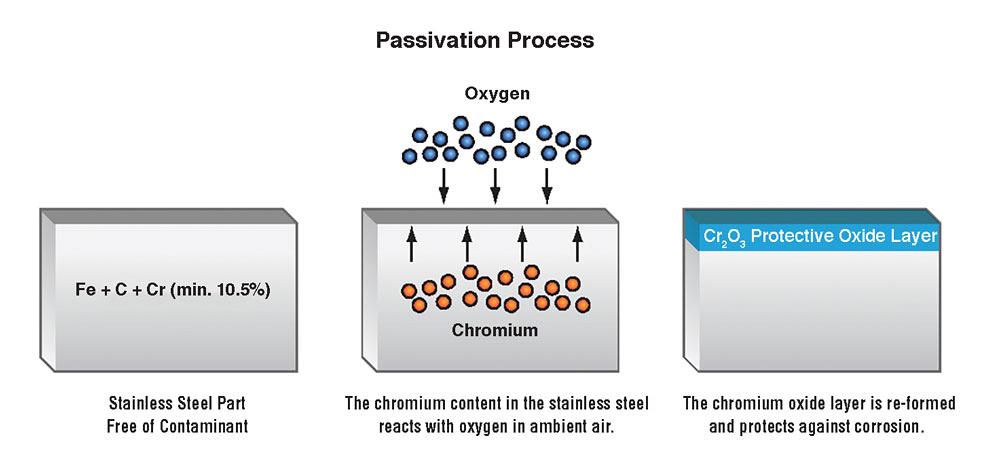
یک اجماع جهانی در مورد اینکه چگونه این فرایند باعث مقاومت می شود وجود ندارد ولی مشخص شده است که یک لایه فوق العاده نازک شفاف حدود یک میلیونم اینچ روی سطح ایجاد می شود.
یک قسمت از فولاد ضد زنگ تمیز ، تازه ماشینکاری ، صیقلی یا تراش خورده به طور خودکار این فیلم اکسید را از مواجهه با اکسیژن موجود در جو بدست می آورد.
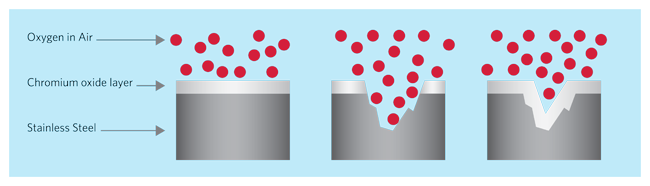
در شرایط ایده آل ، این فیلم محافظ کاملاً تمام سطوح قسمت را پوشش می دهد. با این حال، در عمل آلاینده هایی مانند خاک کارگاه یا ذرات آهن از ابزار برش ممکن است هنگام ماشینکاری به سطح قطعات استیل ضدزنگ منتقل شوند. در صورت عدم حذف ، این ذرات خارجی می توانند اثربخشی فیلم محافظ اصلی را کاهش دهند. در طی فرآیند ماشینکاری ممکن در مقیاس میکروسکوپی مقداری آهن آزاد از ابزارهای تراشکاری به سطح منتقل شوند. در شرایط خاص ، ممکن است یک پوشش نازک از زنگ زدگی روی قطعه ظاهر شود. این در واقع خوردگی فولاد از ابزار است و نه فلز مادر.
به طور مشابه ، ذرات کوچک از کارگاه تراشکاری ممکن است به سطح قطعه کار چسبیده باشند. اگرچه این فلز ممکن است در شرایط ماشینکاری براق به نظر برسد، ذرات نامرئی آهن آزاد می توانند پس از قرار گرفتن در معرض هوا باعث زنگ زدگی روی سطح شوند.
سولفیدها نیز می توانند یک مشکل باشند. آنها از افزودن گوگرد به فولادهای زنگ نزن برای بهبود ماشینکاری استفاده می کنند. سولفیدها می توانند به عنوان محل شروع برای خوردگی روی سطح محصول ساخته شده عمل کنند.
در هر دو حالت ، برای به حداکثر رساندن مقاومت در برابر خوردگی طبیعی فولاد ضد زنگ، پسیواسیون لازم است. این میتواند آلودگی سطحی، مانند ذرات حاوی آهن آزاد و ذرات آهن را از ابزارهای برش كه می توانند زنگ زدگی ایجاد كنند یا به عنوان مكان های شروع برای خوردگی استفاده كنند ، برطرف كند. Passivation همچنین می تواند سولفیدهای در معرض سطح آلیاژهای ضد زنگ را از بین ببرد.
در ادامه فرآیند پسیو کردن فولاد ضد زنگ شرح داده می شود که شامل 2 مرحله است:
1- تمیز کردن که اغلب نادیده گرفته می شود اما بسیار مهم است.
2- استفاده از حمام های اسیدی یا حمام پسیواسیون.
تمیز کردن سطح (اولین قدم)
تمیز کردن همیشه باید اول باشد. برای به دست آوردن بهترین مقاومت در برابر خوردگی ، باید مواد چربی ، مایع خنک کننده یا سایر مواد کارگاه آهنگری را کاملاً از سطح آن تمیز کنید. تراشه های ماشین کاری یا گرد کارگاه را می توان با دقت از روی قطعه کار پاک کرد. برای تمیز کردن روغن های ماشینکاری یا خنک کننده ها می توان از شوینده یا پاک کننده تجاری استفاده کرد(مثل پودر لباشویی). مواد خارجی مانند اکسیدهای حرارتی ممکن است با سنگ زنی یا با روشهایی مانند غوطه وری در اسید از بین می روند.
گاهی اوقات یک اپراتور ماشینکاری ممکن است تمیز کردن اولیه را نادیده بگیرد، با این فرض اشتباه که، با فرو بردن قطعه مورد نظر(سطح قطعه چرب است) در یک حمام اسیدی، هم تمیز کردن و هم پسیو کردن همزمان انجام می شود. این اتفاق نمی افتد در عوض ، گریس آلوده کننده با اسید واکنش نشان می دهد و حباب های گازی ایجاد می شوند. این حباب ها روی سطح قطعه کار جمع می شوند و در پسیواسیون تداخل ایجاد می کنند.
بدتر از آن ، آلودگی محلول پسیواسیون ، گاه با مقادیر زیاد کلریدها ، می تواند باعث حمله “فلاش” شود. به جای بدست آوردن فیلم اکسید مورد نظر با یک سطح براق ، تمیز ، مقاوم در برابر خوردگی ، حمله فلش باعث می شود سطح به شدت تیره یا تاریک شود و بجای بهتر کردن سطح قطعه، آن را خراب کند.
قطعات ساخته شده با فولاد های مارتنزیتی ( مغناطیسی، مقاومت خوردکی نسبی و استحکام تسلیم تا 1930 مگاپاسکال) در دمای بالا سخت می شوند و سپس تمپر می شوند تا به سختی و خواص مکانیکی مورد نظر برسند. آلیازهای رسوب سختی شده ( که ترکیب استحکام و مقاومت به خوردگی بهتری ارائه می دهند نسبت به گرید مارتنزیتی) ماشین کاری جزئی می شوند سپس در دمای پایین تر پیر می شوند در آخر ماشین کاری می شوند.
در این حالت ها قطعه باید چربی شویی های مختلف تمیز شود تا تمام آلودگی ها قبل از عملیات حرارتی از بین برود درغیر این صورت موادی که برای خنک کردن محل تراشکاری استفاده می شود می توانند باعث اکسیداسیون سطح شوند. این موارد باعث بوجود آوردن خوردگی حفره ای زیر لایه های اکسید می شود.
حمام پسیواسیون فولاد ضد زنگ
پس از تمیز کردن کامل ، قطعه فولاد ضد زنگ آماده غوطه وری در حمام اسید پسیو کننده است. برای این منظور 3 روش وجود دارد:
1- غیرفعال کردن اسید نیتریک ،
2- اسید نیتریک با پتاسیم دی کرومات سدیم و
3- غیرفعال کردن اسید سیتریک.
اینکه از چه گریدی از فولاد استفاده می کنید مشخص میکند که از کدام ترکیب باید استفاده شود.
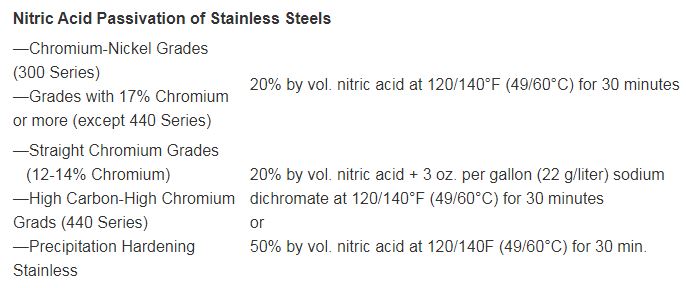
اگثر گرید های خیلی مقاوم نیکل-کروم را می توان در اسید نیتریک 20 درصد حجمی پسیو کرد.همانطور که در جدول1 نشان داده شده است ، می توان با افزودن دی کرومات سدیم به وان اسید نیتریک فولادهای با مقاومت کمتر را نیز پسیو کرد.افزودن دی کرومات سدیم به اسید نیتریک می تواند توانایی محلول در اکسید کردن را بیشتر کند و این باعث تشکیل بهتر لایه محافظ می شود.
گزینه دیگر ، که به جای اسید نیتریک به علاوه سدیم دی کرومات استفاده می شود ، افزایش غلظت اسید نیتریک به 50 حجمی است. علاوه بر این ، دی کرومات سدیم و غلظت بالاتر اسید نیتریک هر دو احتمال حمله فلش ناخواسته را کاهش می دهد.
روش پسیو کردن قطعات استنلس استیلی خوش تراش تا حدودی متفاوت است. به این دلیل که گرید هایی که ماشین کاری خوش تراش هستند شامل سولفور هستند که در حمام های شامل اسید نیتریک معمولی سولفید های آنها حل می شوند و این امر باعث ایجاد ناپیوستگی میکروسکوپی در سطح ماشین کاری می شوند.
در جدول زیر حمام های پسیواسیون مورد استفاده برای فولادهای استنلس استیل و فولادهای استنلس استیل خوش تراش آورده شده است.
حتی شستشو کارآمد و زیاد با آب هم توانایی خارج کردن اسید از این ناپیوستگی های سطحی را ندارد و این اسید باقی مانده می تواند بعدها باعث آسیب به سطح شود
دانلود مقاله کاربردیه مقایسه روش های پسیواسیون استنلس استیل
گرید فولادهای خوش تراش
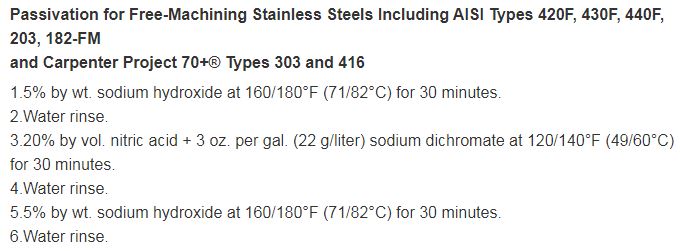
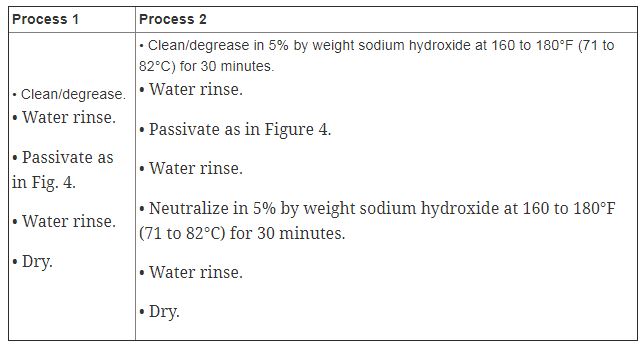
برای پسیو کردن موثر فولادهای زنگ نزن خوش تراش ، فرآیند AAA (قلیایی-اسید-قلیایی) توسعه داده شده است که اسید به دام افتاده را خنثی می کند. این روش پسیو شدن در کمتر از 2 ساعت انجام می شود.
این روش مرحله به مرحله در ادامه آورده شده است:
پس از جوانه زنی، قطعات را به مدت 30 دقیقه در محلول 5 درصد هیدروکسید سدیم در 160 درجه فارنهایت تا 180 درجه فارنهایت (71 درجه سانتیگراد تا 82 درجه سانتیگراد) غوطه ور می کنید. سپس قطعات را کاملاً در آب بشویید. در مرحله بعد ، قطعه را به مدت 30 دقیقه در محلول 20 درصد حجمی اسید نیتریک حاوی 3 اونس در هر گالن (22 گرم در لیتر) دی اکسید سدیم در 120 درجه فارنهایت تا 140 درجه فارنهایت (49 درجه سانتیگراد تا 60 درجه سانتیگراد) فرو کنید. پس از خارج کردن قطعه از این حمام، آن را با آب بشویید ، سپس آن را در محلول هیدروکسید سدیم برای 30 دقیقه دیگر غوطه ور کنید. دوباره قطعه را با آب بشویید و آنرا خشک کنید و روش AAA را تکمیل کنید.
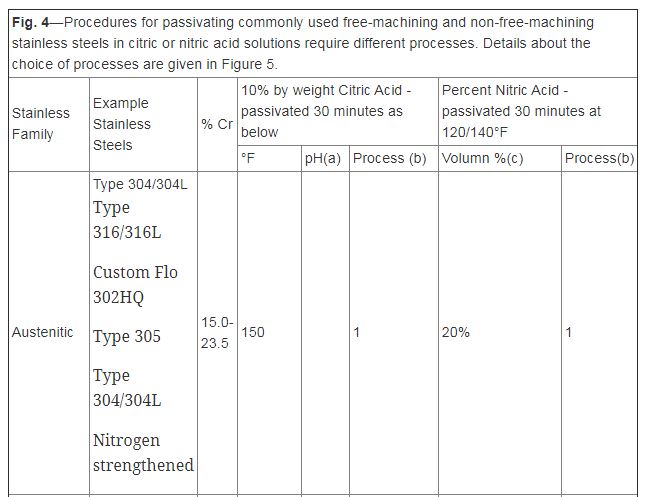
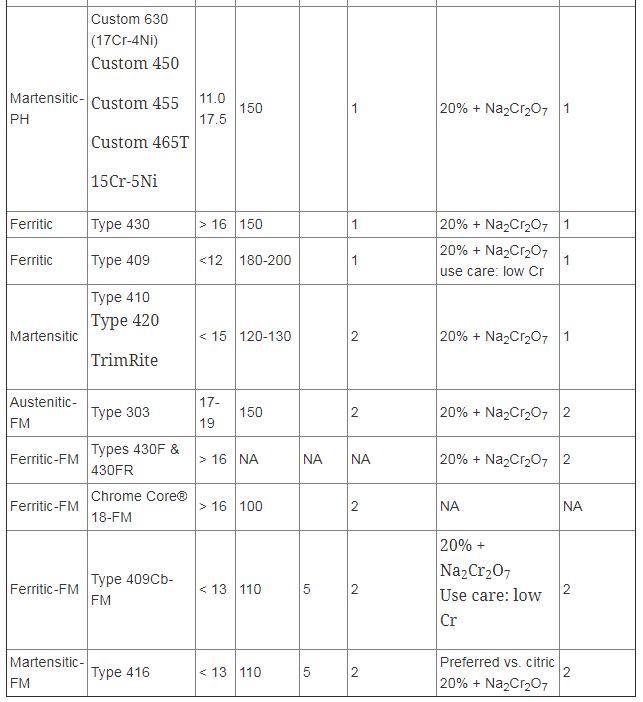
پسیواسیون با اسید سیتریک به طور فزاینده ای در بین تولیدکنندگان که می خواهند استفاده از اسیدهای معدنی یا محلول های حاوی دی سرومات سدیم به همراه مشکلات دفع و نگرانی های ایمنی بیشتر در رابطه با استفاده از آنها دوری کنند ، رواج پیدا کرده است. اسید سیتریک از هر نظر دوستدار محیط زیست است. پسیواسیون در حمامهای اسید سیتریک برای تعداد زیادی از خانواده های فولاد ضد زنگ ، از جمله چندین درجه از جنس استنلس استیل ، مفید واقع شده است . در جدول زیر فرمولاسیون حمام های پسیواسیون با پایه اسید سیتریک آورده شده است.
تست قطعات پسیو شده
آزمایشات اغلب برای ارزیابی سطح قطعات پسیوشده انجام می شود. سوالی که باید به آن پاسخ داده شود ، این است که “آیا پسیو کردن آهن باعث حذف آهن آزاد و بهینه سازی مقاومت در برابر خوردگی گریدهای خوش تراش شده است؟”
مهم است که روش آزمون با واقعیت مطابقت داشته باشد. آزمایش شدید تر یا ملایم تر از واقعیت نتایج اشتباه را در بر دارد.
فولادهای زنگ نزن رسوب –سخت 400 و سری خوش تراش در بهترین حالت در یک کابینت قادر به حفظ رطوبت 100٪ (نمونه های مرطوب) در 95 درجه فارنهایت (35 درجه سانتیگراد) به مدت 24 ساعت ارزیابی می شوند. سطح مقطع معمولاً بحرانی ترین سطح است .
سطوح بحرانی باید به سمت بالا قرار البته تا حدود 15 تا 20 درجه نسبت به محور عمودی کج باشند تا رطوبت خشک شود. قطعاتی که به خوبی پسیو شده باشند، عملاً عاری از زنگ زدگی خواهند بود، اگرچه ممکن است درجات خفیفی از زنگ برروی سطح آنها مشاهده شود.
گریدهای فولادهای آستنیتی را نیز می توان با تست رطوبت آزمایش کرد وقتی اینگونه آزمایش شود ، قطرات آب مایع باید بر روی سطح نمونه ها وجود داشته باشد و با وجود هرگونه تشکیل زنگ زدگی ، آهن آزاد را آشکار می کند.
یک روش سریعتر با استفاده از محلولی که در استاندارد A 380ASTM وجود دارد. در این روش بعد از 6 دقیقه باید دید روی سطح قطعه مس رسوب کرده است یا نه . در صورت وجود آهن ، آبکاری مس رخ می دهد. این آزمایش نباید روی سطوح قطعات برای استفاده در فرآوری مواد غذایی اعمال شود. همچنین ، نباید از این فولادهای زنگ نزن مارتنزیتی یا کروم پایین فریتیک سری 400 استفاده کرد زیرا نتایج مثبت کاذب محتمل است.
از لحاظ تاریخی ، آزمایش اسپری 5 درصد نمک در دمای 95 درجه فارنهایت (35 درجه سانتیگراد) نیز برای ارزیابی نمونه های پسیواسیون استفاده شده است. این آزمایش ، برای برخی از گریدها بسیار شدید است.
دانلود مقاله کاربردیه مقایسه روش های پسیواسیون استنلس استیل