اصول آبکاری الکتروپولیش
الکتروپولیش یا پرداختکاری شیمیایی فرآیندی الکتروشیمیایی است که در آن اتمهای یک قطعه کار غوطه ور در یک الکترولیت به یونها تبدیل می شوند و در نتیجه عبور جریان الکتریکی از سطح خارج می شوند.
در الکتروپولیش ، قطعه کار فلزی بر خلاف Electroplating که در آن یون های فلزی که از طریق محلول الکترولیت در حال عبور از محلول الکترولیت هستند ، روی سطح قطعه کار در الکترولیت حل می شوند.

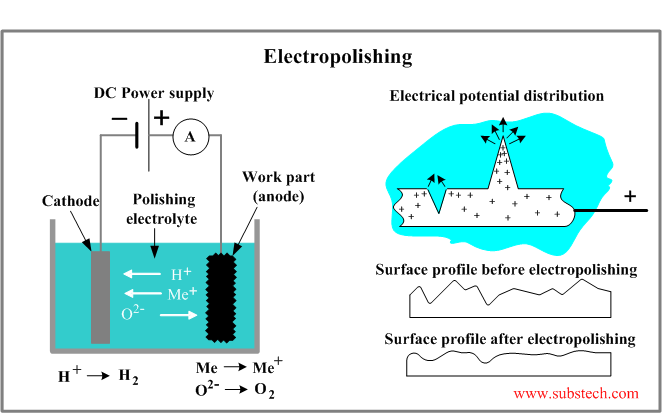
در یک سلول برقی (شکل بالا را مشاهده کنید) قطعه کار آندی است. به ترمینال مثبت منبع تغذیه وصل می شود. ترمینال منفی به یک صفحه کاتدی که معمولاً از استیل ضدزنگ ، مس یا سرب ساخته شده است متصل می شود. آند و کاتد در یک محلول الکترولیت غوطه ور می شوند.
در اصل الکتروپولیش شبیه ماشینکاری الکتروشیمیایی است که در آن ماده قطعه کار به دلیل تبدیل اتمها به یونها ، تشکیل رسوب نامحلول و انتقال آن از سطح حذف می شود.
منبع تغذیه DC ، قطعه کار متصل به آندی ، الکترولیت و کاتد یک مدار الکتریکی را تشکیل می دهند.
طبق قانون فارادی میزان مواد خارج شده مستقیماً با میزان بار الکتریکی که از مدار منتقل شده است متناسب است.
مقدار بار الکتریکی Q = I * t (I – جریان الکتریکی ، زمان t).مقدار فلز برداشته شده از سطح قطعه کار در یک فرآیند الکتروپولیشن از 0.1 تا 2.5 میلیون (2.5-64 میکرومتر) متغیر است.
ویژگی های پرداختکاری شیمیایی
ویژگی مهم فرآیند آبکاری الکتروپولیش ، توانایی آن در حل کردن سختی ها (قله ها) در سطح کار بسیار سریعتر از مواد موجود در “دره های میکرو” است. چنین انحلال انتخابی نتیجه مقادیر مختلف پتانسیل الکتریکی قله ها و دره ها است.
بار مثبت قطعه کار متصل به anodically در قله هایی که چگالی جریان بالاتر از حد متوسط است متمرکز می شود که باعث انحلال انتخابی قله ها و صاف شدن سطح می شود.
الکتروپولیش استنلس استیل
درخشش الکتروپولیش
براق شدن ، اثر زبری سطح پایین است که با استفاده از عمل الکتروپولیشن تولید می شود.
سطح قطعات تولید شده توسط عملیات فلزکاری (برش ، چرخش ، مهر زنی ، رسم ) نسبتاً خشن است و باید با پرداختکاری بهبود یابد. یکی از تکنیک های پرداخت ، پولیش مکانیکی است. با این حال ، جلا دادن مکانیکی باعث ایجاد خراش ، ضایعات می شود و ممکن است ذرات ساینده را روی سطح کار باقی بگذارد.
بعلاوه پولیش مکانیکی باعث ایجاد تنش های باقیمانده در لایه سطح می شود.
در مقایسه با پرداخت پولیش مکانیکی ، سطح عاری از هر دو نقص مکانیکی و تنش های باقیمانده تولید می کند. زبری سطح پارامتر کیفیت سطح است که معمولاً به عنوان میانگین انحراف نمای سطح از خط متوسط اندازه گیری می شود. بهبود زبری سطح حاصل از آبکاری معمولاً نیمی از مقدار زبری اصلی است.
الکتروپولیشن قله ها را کاهش می دهد و باعث صاف شدن سطح می شود.
پسیواسیون در الکتروپولیش
Passivation یک فرایند شیمیایی برای ترمیم مقاومت در برابر خوردگی یک قسمت از فولاد ضد زنگ آلوده است. ذرات آلاینده تعبیه شده در سطح ، لایه محافظ اکسید کروم را مختل می کنند و اجازه اکسیداسیون آهن (تشکیل زنگ) را می دهند.
در فرآیند غیرفعال کردن معمولی ، آلودگی ها با استفاده از 20٪ اسید نیتریک از بین می روند.
ذرات آلوده کننده نیز ممکن است با آبکاری از بین بروند. علاوه بر این الکتروپولیش به دلیل انحلال ترجیحی اتم های آهن و نیکل ، غلظت بیشتری در سطح کروم ایجاد می کند.
بر خلاف تصفیه توسط اسید نیتریک ، پوسیدگی با الکتروپلیزاسیون باعث ایجاد اعوجاج نمی شود و باعث ایجاد آغشته هیدروژن نمی شود.
کاهش تنش سطحی Stress relieving
تنشهای کششی متمرکز در سطح قطعه باعث کاهش خستگی آن می شوند.
استرسها ممكن است در مراحل مختلف ساختاری ایجاد شود: عملیات فلزکاری (مهر زنی ، غلتك زدن ، رسم ، سنگ زنی) ، عملیات حرارتی ، جداسازی لرزش ، آبکاری .
ضخامت لایه با تنش های سطح حدود 1 میلی متر (25 میکرومتر) است.
الکتروپولیشن اجازه می دهد تا سطح تنش شده را از قطعه کار خارج کنید.
استحکام خستگی به دلیل نرم شدن سطح الکتروپولیش علاوه بر این بهبود می یابد. نقایص سطح مانند خراش ، ذرات خارجی تعبیه شده در سطح ، ابزار باعث شده تا درجه خستگی باعث کاهش سطح خستگی شود.
مزایا و معایب الکتروپولیش
مزایای الکتروپولیش
- ظاهر روشن
- عدم وجود خراشنده های ساینده
- استحکام خستگی به دلیل رفع استرس و نقص سطح آزاد
- ضریب اصطکاک کمتر به دلیل سطح صاف تر (کاهش ریزگردها )
- مقاومت به خوردگی بهتر
- به پردازش قطعات شکننده و ظریف اجازه می دهد.
مضرات الکتروپولیش
- نقص سطح خشن نمی تواند برداشته شود.
- آلیاژهای چند فازی به دلیل انحلال انتخابی فازهای مختلف ممکن است باعث سخت شدن سطح شوند.
مقالات بیشتر در مورد التروپولیش اینجا کلیک کنید